Informations sur les tests
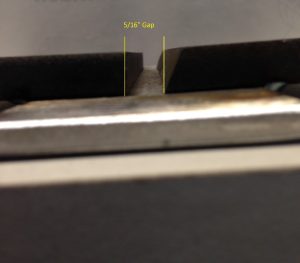

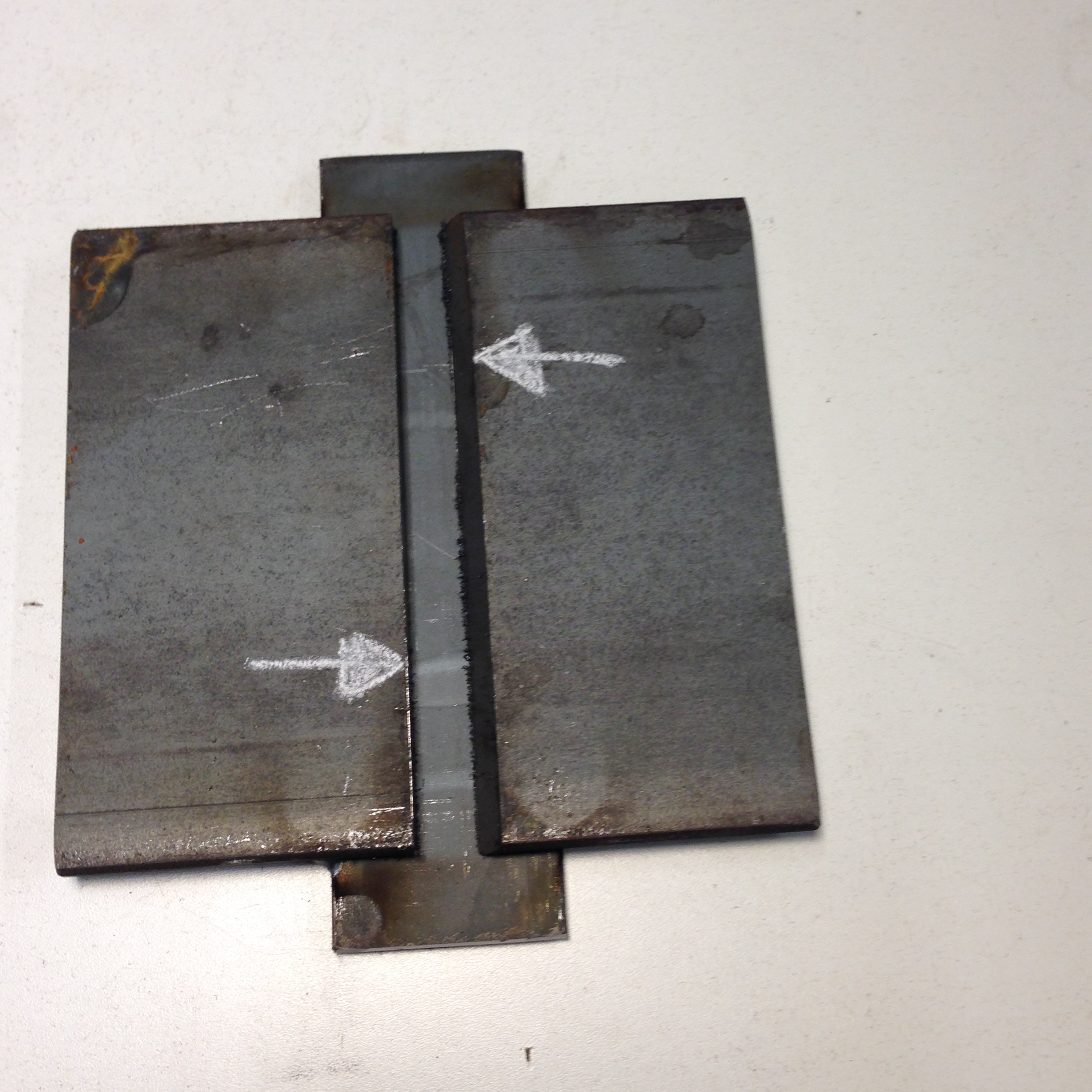
En commençant du côté du filet, le soudeur commencera la soudure sur la barre de support et soudera à la flèche. Le soudeur s’arrêtera, montrera la soudure au représentant du CWB, puis recommencera sur place et terminera la soudure. Le soudeur commencera ensuite du côté biseauté (extrémité opposée de la plaque) et soudera à la flèche « 2 » et à l’arrêt. Le représentant de la CWB en sera témoin et le soudeur terminera ensuite la soudure. Le soudeur remplira ensuite le joint.


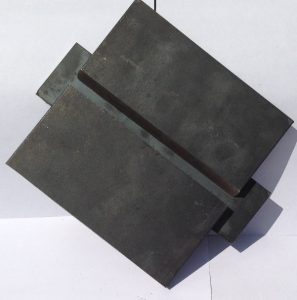
La plaque est ensuite testée de manière destructive, les
extrémités de la plaque étant retirées, puis la plaque restante étant découpée
en 3 tronçons.
Les trois sections sont pliées à la presse. Les sections extérieures ont les racines pliées et la section centrale a la face pliée.


Acceptable Échec
Réservez un code de soudure complet pour notre formulaire en ligne