A welder can be tested for SMAW, GMAW, and FCAW/MCAW at our facility. Depending on the requirements of the job will depend on which tests the welder will undertake.
For SMAW & FCAW/MCAW a welder can test in “All position” which will be flat, horizontal, Vertical up and the overhead position. GMAW is generally only tested in the Flat and Horizontal position.
Each position must be passed to receive the qualification which is “higher” The order of testing is Flat, Horizontal, Vertical and Overhead. If a welder does not pass “Flat”, they will have 90 days to successfully pass flat to receive the additional qualifications.
If a welder passes flat, horizontal, and overhead, but fails vertical, they will receive a qualification for flat and horizontal. They would have 90 days to retest the vertical position to receive the additional positions.
Upon successful completion of their weld test, the welder will receive a qualification letter, which is valid for 2 yrs. The company is CWB certified, the welder is a qualified welder to CSA W47.1. The company certification covers the entire quality control program which includes accepted data sheets and procedure specifications, the use of certified electrodes and qualified personnel. Having a CWB welder qualification is one part in the CWB quality control program.
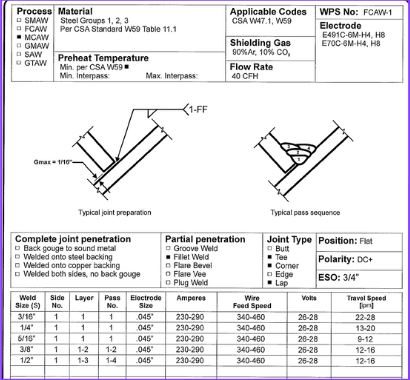
CSA W47.1 (CWB Structural Weld Test)
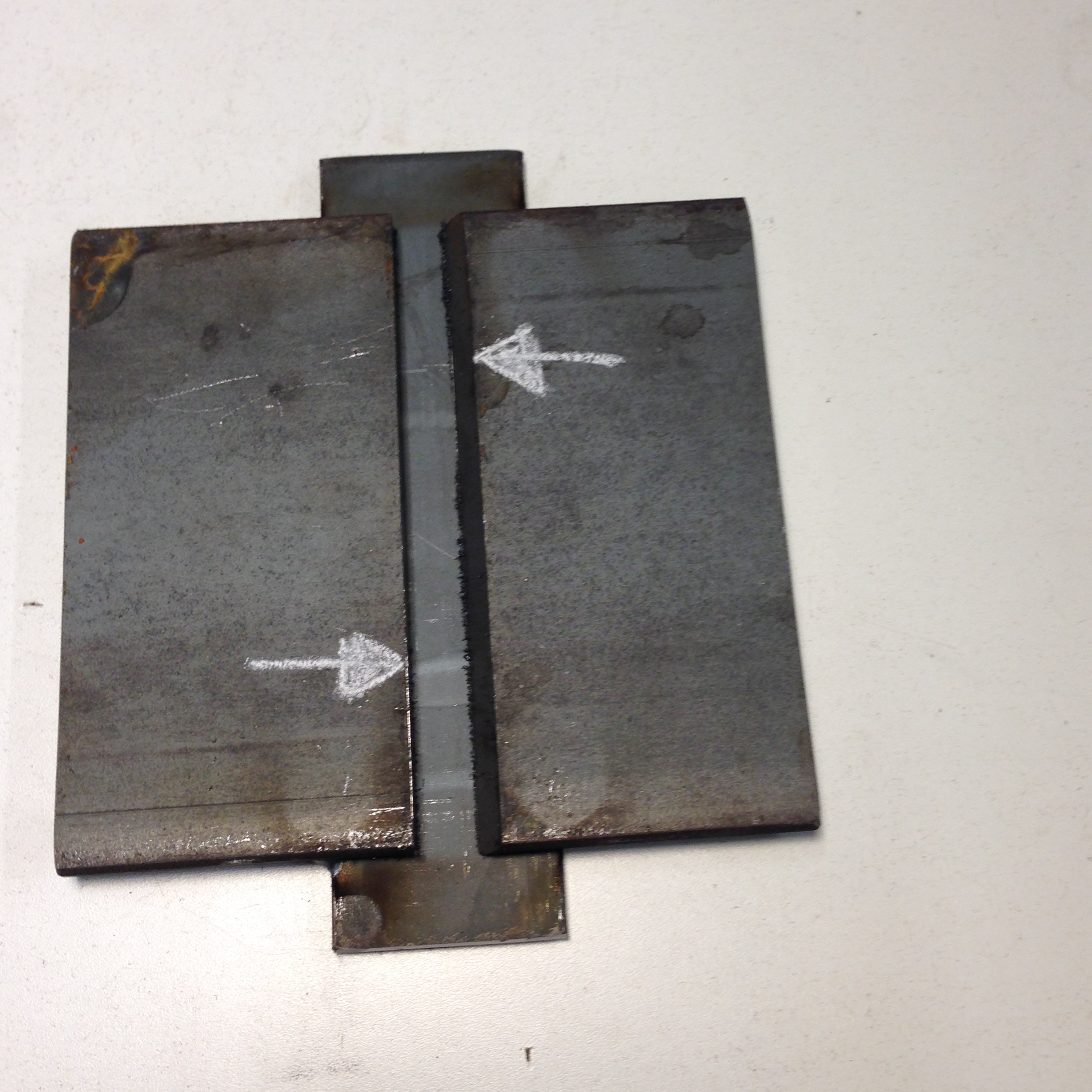
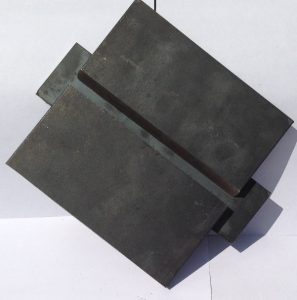
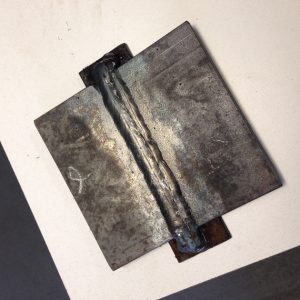
The test is comprised of a Test Assembly which is 6” long and has a Fillet and Bevel edge.
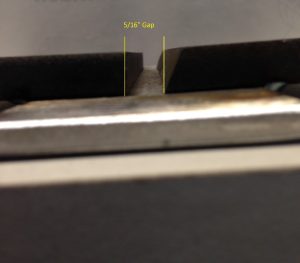
The Flat, Vertical and Overhead Test Plates will have a 1/2″ gap and the Horizontal Test Plates will have a 5/16″ gap.