información sobre pruebas – español

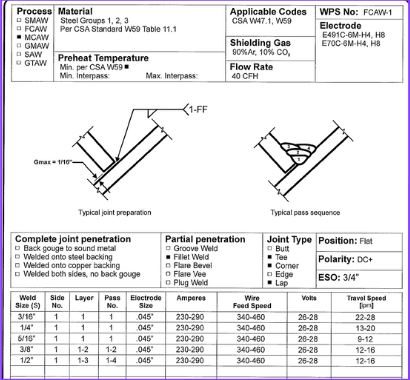
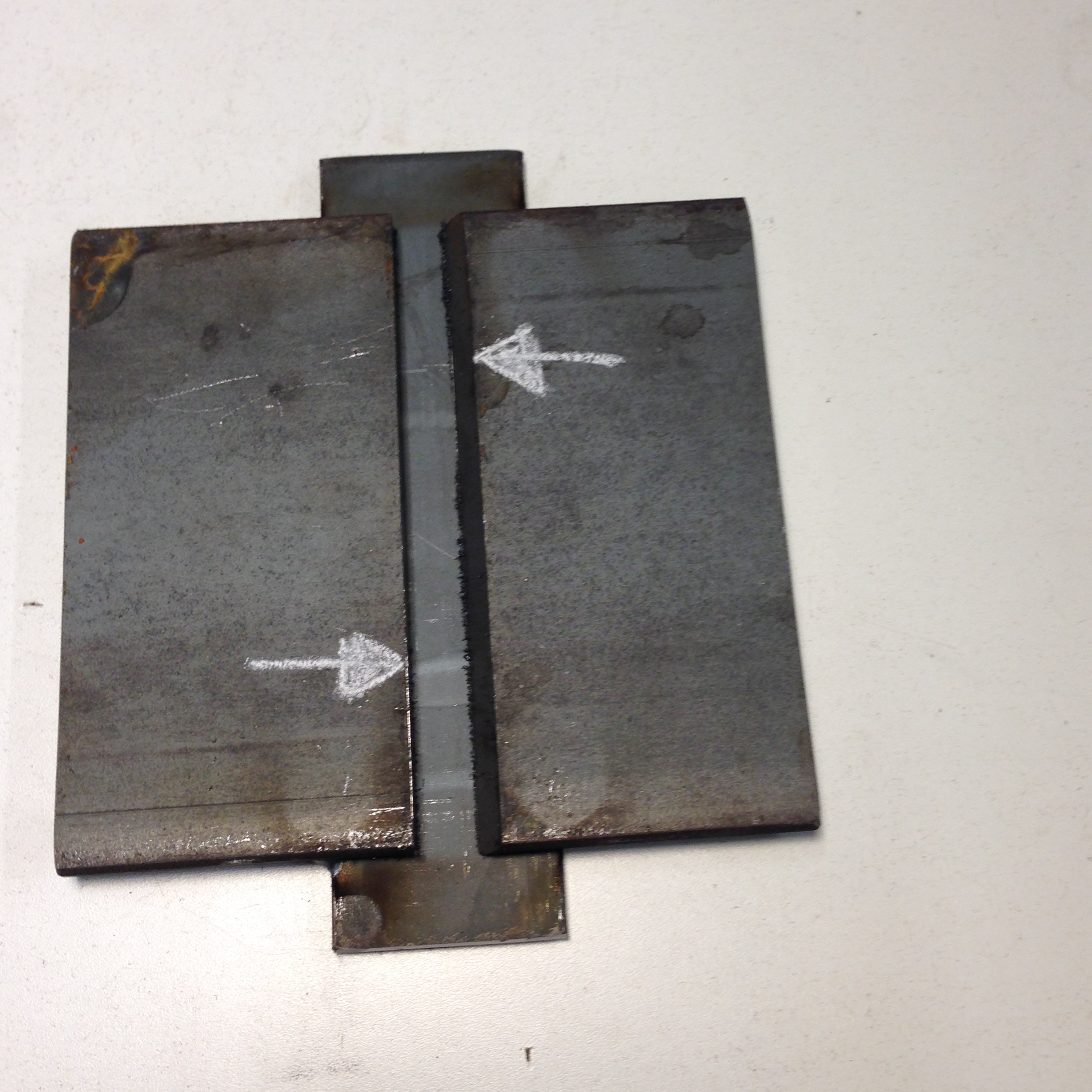
Empezando por el lado del filete, el soldador comenzara a soldar en la barra de respaldo desde el principio y soldara derecho hasta llegar a la flecha, se detendrá, mostrara la soldadura al representante de CWB, Y continuara desde esa misma flecha hasta el final de la barra de respaldo.
después el soldador empezar en el lado del bisel, del lado opuesto, comenzando desde el numero 2 repitiendo el mismo proceso; el soldador comenzara a soldar en la barra de respaldo desde el principio y soldara derecho hasta llegar a la flecha, se detendrá, mostrara la soldadura al representante de CWB, Y continuara desde esa misma flecha hasta el final de la barra de respaldo.
Luego el soldador rellenara la junta.


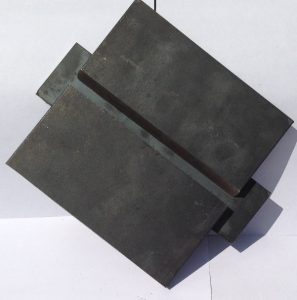
próximamente, el ensamblado pasa por la prueba destructiva, retirando los extremos de la placa, y siendo cortado en tres secciones iguales.
Las tres secciones son dobladas con una prensa. Las secciones exteriores tienen las raíces dobladas y la sección central tiene la cara doblada.


Acceptable FAlla
Reserve una prueba de soldadura completando nuestro formulario en línea