Информация о тестировании

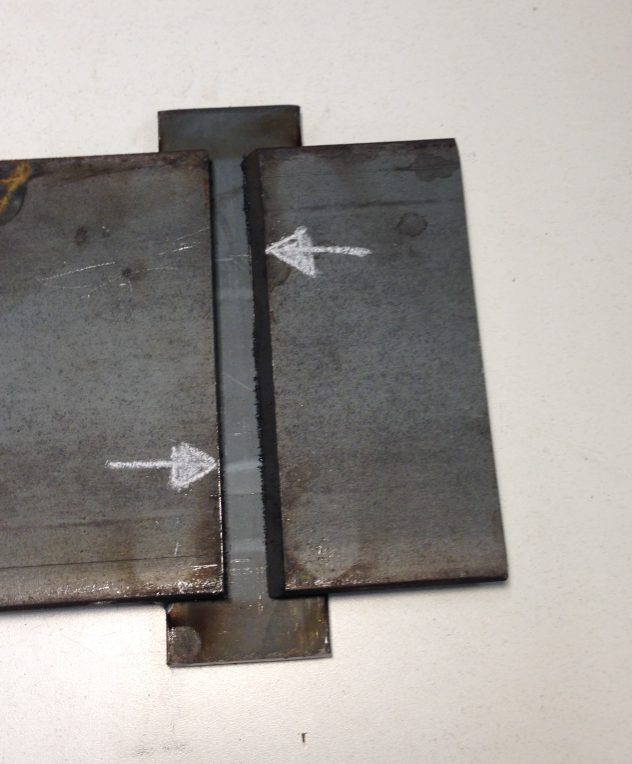
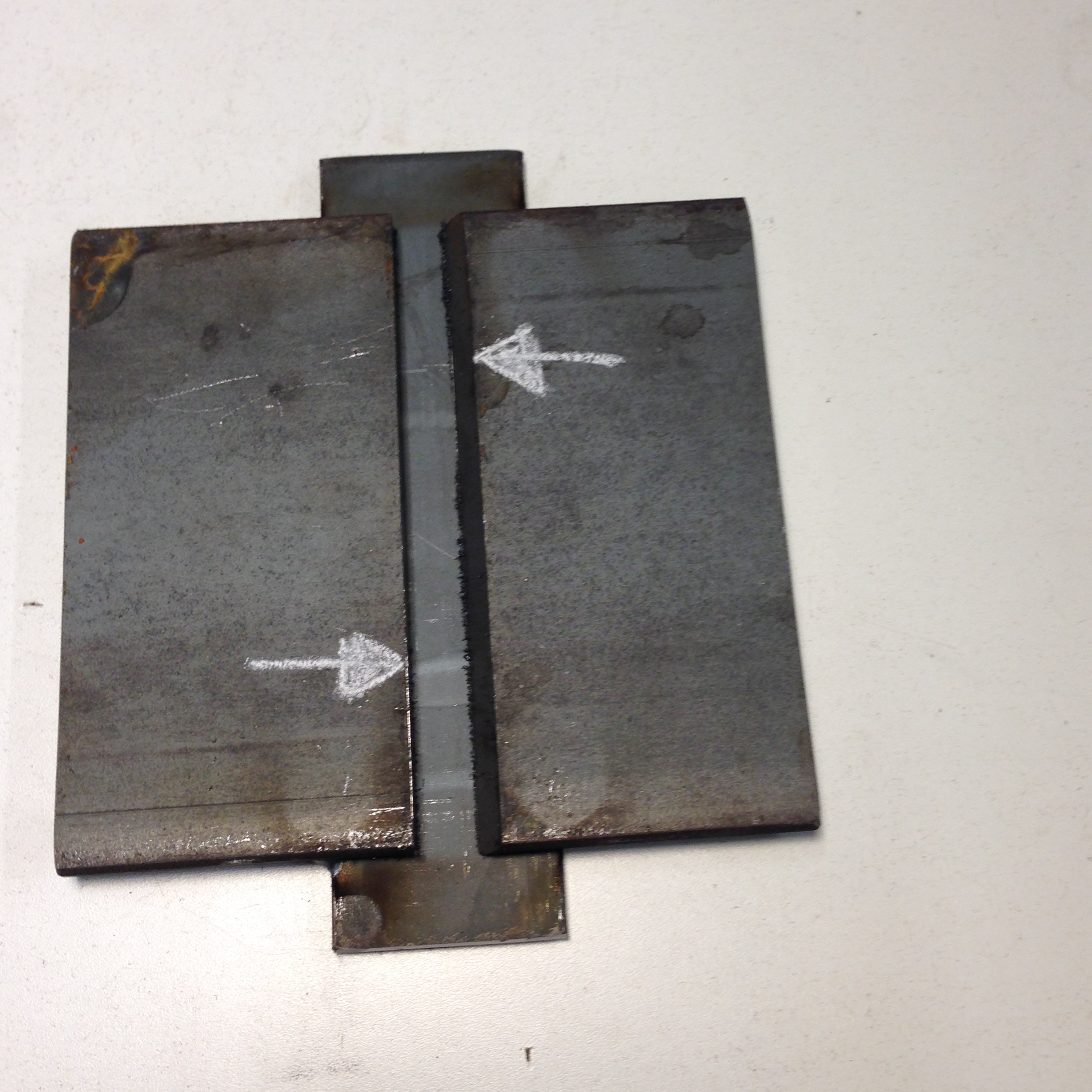
Начиная со стороны углового шва, сварщик начинает сварку на подкладке и приваривает ее к стрелке. Сварщик остановится и покажет представителю CWB сварной шов, затем снова начнет с места и завершит сварку. Затем сварщик начнет со стороны скоса (противоположный конец пластины) и приварит к стрелке «2» и упору. Представитель CWB будет свидетелем этого, а затем сварщик завершит сварку. Затем сварщик заполнит шов.


Затем пластину подвергают разрушающему испытанию, при этом концы пластины удаляют, а затем оставшуюся пластину разрезают на 3 части.
Три секции сгибаются прессом. Внешние части имеют изогнутые корни, а центральная часть имеет изогнутую поверхность.


Приемлемый НЕ ПРИЕМЛЕМЫЙ
Забронируйте сейчас